More efficient and low-carbon manufacturing of wind turbines
A joint British-Dutch project uses a novel welding technique to assemble wind turbines more cheaply and energy-efficiently.

A challenge often presented to renewable energy, such as offshore wind, is whether it truly is as sustainable as it could be.
At a superficial level, some point out that, currently, turbine construction and installation also depends on fossil fuels to a degree. Take onshore wind, there is diesel-powered heavy equipment that clears sites, digs foundations, transports components and assembles them.
Not to mention, the coal- or natural-gas-fired kilns that bake the concrete, additional coke/gas to roll steel for foundations and towers, and the hydrocarbon-based fibreglass for their blades. Offshore, there are barges, massive steel foundations and a lot of welding – with its consumables, fluxes and energy requirements.
Of course, we would never get anywhere in improving sustainability if we let perfect be the enemy of good. Small steps are better than none, and the energy and carbon contribution used to manufacture and install wind turbines can be paid back in months, as opposed to fossil fuels which are a primary contributor to climate change.
As we move towards net-zero, with increasing construction of offshore wind, it is important to minimise the carbon footprint and maximise the sustainability of the projects we are relying on to deliver our green energy.
From an environmental perspective and also from a financial one, energy price increases and unpredictability over the last year demonstrate the need for novel thinking. What if there was a welding technique that didn’t need welding consumables, and which used an order of magnitude less energy? How much more predictable (and therefore manageable) would projects be?
Rapid fire
In 2020, a consortium of SSE Renewables, Cambridge Vacuum Engineering (CVE), Sif Netherlands B.V. and The Welding Institute (TWI) won Innovate UK smart funding for the RapidWeld project. This was based on CVE’s Local Vacuum Electron Beam (LVEB) welding technique.
The aim of the RapidWeld project was to validate and qualify LVEB, and allow fabrication of a full can that would be installed into one of the foundations of the Dogger Bank Wind Farm, located off the east coast of Yorkshire, England. If proven to be successful, this would be the first-in-class of its type globally.
The technique had already been used on pressure vessels but had not been proven for fatigue conditions. Dogger Bank Wind Farm agreed to support the development of the project.
The size and geometry of offshore wind foundations and associated structures largely precludes the use of in-chamber electron beam (EB) welding systems on practical and economic grounds. In this case, foundations of 8m diameter and in excess of 50m length.
LVEB has been in development for decades and made possible and practical by operation at a reduced pressure electron beam (RPEB) – in contrast to high vacuum. The approach developed provides a local vacuum system for welding longitudinal weld seams of over 120mm thickness, and also provides a local X-ray shield to eliminate the requirement for an additional enclosure.
The system, operating at ‘reduced pressure’, has a rapid pump down and has been demonstrated to weld longitudinal weld seams of 2,750mm in length on 8m diameter cans of 88mm wall thickness. Notably, without preheat and the full current, the fully penetrating weld pass was completed in around 15 minutes. On completion of welding, the seam was hand hot and in a condition appropriate for immediate inspection.
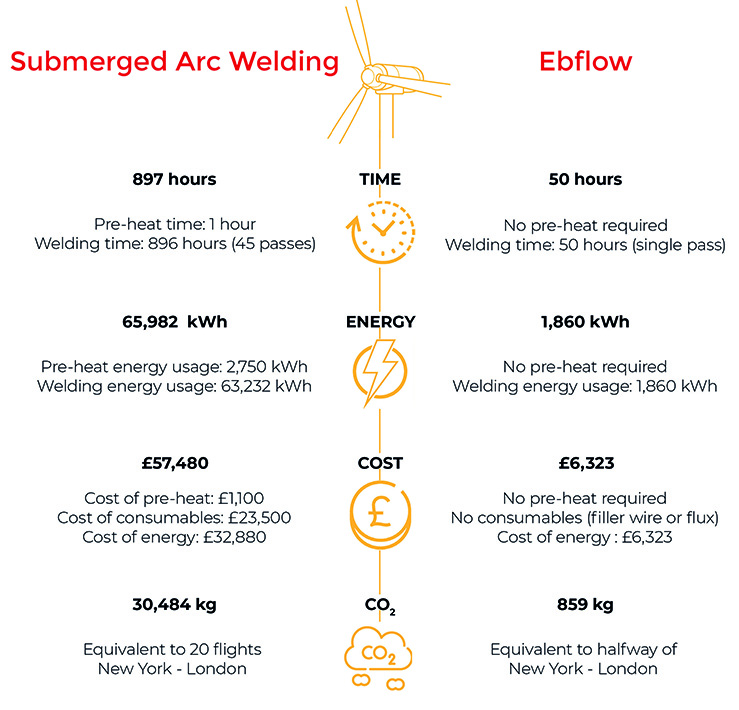
The benefits of the technique are threefold – it uses far less energy than conventional welding techniques, it does not require consumables, and it reduces steel waste as there is no need for bevel weld preparation. The example in the image below is based on welding a single Dogger Bank Wind Farm monopile.
Ebb and flow
In addition to welding wire savings (typically £5/kg), there are also energy and carbon footprint reductions from reducing weld milling and welding preheat. From just one tower factory (150 units per annum), the potential annual reduction in CO2 from these is 258t (in milling reduction) and 300t (in preheat elimination).
Aside from the direct manufacturing benefits, RPEB also enables lower carbon emissions by leveraging the local European supply chain.
The shipping of structures (monopiles, jackets and wind towers) is a major contributor to carbon emissions in the creation of an offshore wind project. This very often involves barges shipping components from Far East Aisa, over the top of Siberia or around the cape of Good Hope.
The European fabrication market is currently at or very close to capacity and more expensive than other regions.
The RPEB welding technique is over 25 times faster and has the potential to leverage the local supply chain and put European wind fabrication at the front of global technology by making it more competitive than current lower cost regions.
Did you know?
For a notional future 1GW fixed wind project, using 15MW turbines and buying jackets from Far East Asia and the Middle East, transportation to the UK could cost, in fuel alone, around £70mln and discharge over 225,000t of carbon dioxide to the atmosphere.
Technically qualified
Offshore wind foundations in Europe are generally made in accordance with guidance such as DNV-OS-C401, Fabrication and Testing of Offshore Structures. In that, conventional welding techniques such as manual metal arc (MMA), submerged arc welding (SAW) and gas tungsten arc welding (GTAW/TIG) are covered. However, there is allowance to use other processes if they are subject to a technical qualification, including fully qualified weld procedures.
To achieve technical qualifications, DNV in Norway was contracted to support and review the test results and other data resulting from the project. The review covered four parts:
- Assessment of the RPEB technology
- Assessment and approval of the welding qualification and procedures (including witnessing)
- Review of mechanical and corrosion testing
- Review of the Engineering Criticality Assessment
Simultaneously, Dogger Bank commissioned fatigue testing to ensure that the RPEB welds can meet the structures’ design requirements for 20 years’ service offshore.
Since the fatigue performance of welds in fabricated structures limits the design life of offshore wind turbine foundations, it is important that the fatigue performance of EB welds is shown to be adequate.
Fatigue tests were carried out on the EB welds in grade S355ML steel, used typically in wind turbine foundations, to compare it to standard fatigue design classes.
Specimens containing EB welds with weld beads (cap and root) flush ground (Type 2 specimens), and EB welds that intersected with a submerged arc weld (Type 3 specimens), were tested under fully tensile loading, cycling down from a high maximum stress. It was found that:
- None of the EB welds cracked.
- The Type 2 EB welds qualified to DNV Class B1.
- The fatigue life of the Type 3 specimens was controlled by the fatigue life of the as-welded SAW. The SAW weld had the expected Class D fatigue performance, and so was not influenced by the presence of the EB weld.
The results provide evidence that EB welding produces welds with fatigue strength that is at least as good as the equivalent arc welded detail, and EB welding is therefore a suitable option for fabrication of longitudinal seam welds in S355ML monopile structures.
On completion of DNV’s review, a Technical Qualification was issued confirming that the process can produce welds that satisfy the requirements of the standards and codes for offshore structures.
This includes several stipulations on steel grade used, weld grinding, lack of post-weld heat treatment, etc. Hence, all technical qualifications were satisfied according to DNV.
In parallel with the weld procedure development and qualification testing undertaken jointly by TWI and CVE, TWI developed and qualified (i.e. DNV) a non-destructive testing (NDT) procedure based on phased array ultrasonic testing (PAUT) appropriate for EB weld geometry and surface condition.

This method was supplemented with surface inspection of the flush ground root and cap beads using dye penetrant and magnetic particle inspection techniques.
To obtain approval for a welding method outside of the DNV-OS-C401 process listings, it was agreed that a technology qualification could be obtained by welding a large representative test piece using the production welding equipment, backed up by full inspection and destructive examination. This was carried out and witnessed by representatives from Sif, SSE, DNV, TWI and CVE.

The combination of this witnessed qualification test, supported by finite element analysis of the target structure, NDT, the mechanical testing programme results, and corrosion and fatigue testing, led to the satisfactory qualification of the weld procedure and welding equipment.
On the shopfloor
Within the project, Sif purchased and specified the base metal, designed to be welded by RPEB, and provided test assemblies for fatigue and fracture toughness tests. A repair procedure was also established.
Furthermore, Sif served as a host for the LVEB equipment in the Maasvlakte 2 facility in Rotterdam, the Netherlands. The plate segments that formed the can were rolled and assembled in the Roermond facility and shipped to Maasvlakte. These large diameter cans were precisely positioned and offered to the machine. Tight dimensional tolerances were achieved, suitable for the RPEB process.
Prior to welding, an acceptance test was carried out and a permit granted for the machine to be used in the shop without further restrictions. After weld completion, the weld cap and root were ground flush and thoroughly inspected.
In December 2022, the first ever RPEB can was manufactured by Sif at Maasvlakte. The RPEB can was incorporated into a monopile and transition piece in January 2023. It is scheduled to be installed offshore as part of a foundation of the Dogger Bank B Wind Farm in late 2023.

On completion of the project, a potential step-change in welding technology of wind towers and offshore wind foundations has been realised through RPEB – the world’s first RPEB-welded can for North Sea service. It is a process that can create welds over 25 times faster, with the required mechanical and metallurgical properties to satisfy construction codes and design requirements, while using an order of magnitude less energy and no welding consumable or flux.
Beyond the RapidWeld project, the future of RPEB also raises additional possibilities. We have demonstrated that the fatigue properties of the weld improved. This potentially could lead to reduced steel thickness. Further, in terms of digitalisation and automation, the data acquisition within the process control could be used as a quality assurance tool, determining where there may be weld faults via interrogation of live weld data. This in turn could lead to targeted online NDT using robotic systems, while giving full traceability of welds.

Lower carbon footprint of the welding process, reduced carbon emissions via increasing local capacity, improved UK/European supply chains and technology development are just some of the environmental benefits. While the process has been demonstrated for the production of longitudinal seams on a large offshore wind turbine foundation structure, there are many other potential applications perceived where the fatigue properties, accuracy, productivity and low-energy characteristics of the process would have significant advantage in reducing the cost and timescales in the fabrication of large steel structures.
All these benefits combined, or even as single steps, would allow increased production of wind assets and accelerate the route towards net-zero carbon emissions.





