Cooking up cleaner composites
Cheaper, more energy efficient and versatile composite manufacture with added features are being spearheaded by Queen Mary University. Materials Science lecturer Dr Han Zhang CEng CSci MIMMM explains.

As the drive to decarbonise industries gathers pace, research from Queen Mary University of London (QMUL), UK, is demonstrating energy savings in composite manufacturing, while maintaining part quality and adding new functions.
Fibre-reinforced plastics (FRPs) have been replacing traditional metallic materials in numerous industries. High-performance composite materials like carbon fibre or glass fibre-reinforced plastics (CFRPs and GFRPs) are integral to our current industries due to their relatively high energy efficiency, strength and stiffness. These materials have found appeal in the transport sector, where they feature in the A380 and A350 aircraft as well as train rolling stock, or in renewable energy fields such as wind turbine blades.
The lightweight features of these high-performance composites have also brought about better fuel efficiency, helping to reduce impact on the environment during their use. However, conventional manufacturing methods for composites are energy and capital intensive.
Traditionally, an autoclave is used for aerospace composites, in effect a massive pressure cooker that often scales in size with the component to apply heat and pressure for many hours. Over the last three decades, scientists and engineers have successfully developed new out-of-autoclave methods, including resin transfer moulding (RTM), vacuum-assisted resin transfer molding (VARTM) and vacuum-assisted resin infusion (VARI). These consume less energy by ‘cooking’ composites in normal convection ovens, although dimensional restrictions still remain on components, imposed by internal chamber size.
Talking turkey
Vast amounts of energy are used to heat up the air within the autoclave or oven, even before the air can begin to heat the composite components for curing. Just like a Christmas or Thanksgiving turkey, which requires pre-heating of the oven and waiting for all the air to be heated up before beginning cooking.
So, what happens if we cover our turkey with a tasty dressing layer that can cook it safely and effectively, without the need for pre-heating? Or without the use of an oven at all? What’s more, the dressing adds flavour and versatility to the dish.
Our team at QMUL has devised a processing technique that can manufacture advanced FRPs to the same quality but using 1% of energy compared to conventional oven-based methods, with no need for ovens or autoclaves at all.
The resulting research paper, Sustainable and self-regulating out-of-oven manufacturing of FRPs with integrated multifunctional capabilities was published this year in Elsevier’s Composites Science and Technology journal. The team has developed a
self-regulating heating system consisting of high-density polyethylene and graphene nanoplatelets for future composite manufacturing.
As well as reducing energy input, this manufacturing method is intrinsically safe due to the materials innovation, without risk of overheating above the desired curing temperature. The nanocomposite layer is laid on top of laminate pre-forms and switching on the voltage supply starts the curing process. Designed to have a positive temperature coefficient (PTC) effect from the nanocomposite layer, this process means that the polymer matrix thermal expansion will separate the conductive network upon reaching the required temperature, thereby autonomously ending heating. This autonomous process is also fully reversible to ensure consistent heating for long periods of time.
At the surface
This autonomous control limits the maximum temperature maintaining quality assurance and consistency of the final composite parts. It is also worth noting that the heating rate of the current method is much higher than the oven, due to the high electrical and thermal properties of dispersed nanocarbons within this smart layer. In addition, this approach could also eliminate the risks of malfunction in an electric circuit, avoiding subsequent risks of sparks, that can be extremely dangerous in certain workspaces.
Just like our hypothetical dressing on top of a turkey, this nanocomposite layer can also bring benefits to the finished components. Examples could include structural health monitoring, de-icing and colour changing.
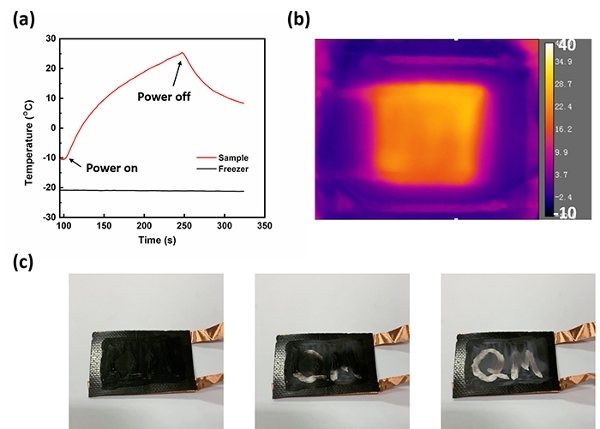
The team demonstrated this de-icing ability showing the nanocomposite film can survive curing and act as an active surface layer. This conductive surface layer offers the prospect of detecting mechanical deformation through electrical resistance.
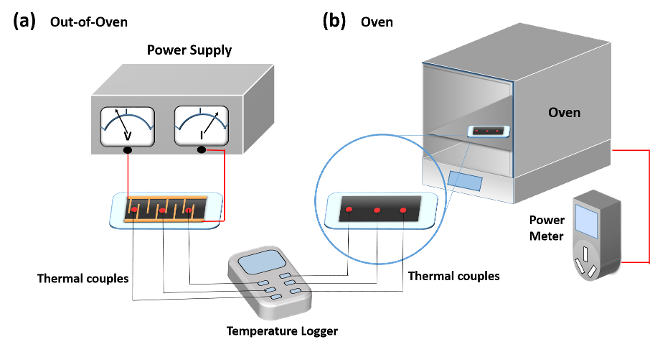
In evaluating this new technique, we were keen not to sacrifice the original properties of stiffness, strength, or glass transition temperature just for higher energy efficiency. We therefore have compared all of these properties in oven-cured composite specimens with those produced using the nanocomposite layer. The temperature profiles and power consumption during complete curing cycles have been recorded and also compared for both methods.
Comparing properties
Almost identical curing cycles were found in the above graph. Since the final mechanical properties are closely linked to the curing degree of the thermoset resin, with the same temperature profiles, the resulting properties of the composite laminates are at the same level. Mechanical and thermomechanical properties of both laminates have been measured, with the same level of performance obtained for stiffness, strength and glass transition temperature among all specimens.
So, how is 99% of the energy saved? If you consider the operation of a normal kitchen oven, almost all ovens, excluding microwaves, are convection ovens, meaning that the electricity is converted to heat, which increases the temperature of the air to warm the food. As air is not a great conductor, lots of energy is consumed before our food can be cooked. Consequently, most of the cost is in warming the air.
By removing the need to heat the oven, we are converting electricity into heat in direct contact with the composite system, leading to conduction heating rather than convection heating.
After prioritising the composite parts, the difference in power consumption becomes significant at 2,500W from oven production compared to only 20W from the self-regulating Joule heating method (Figure 1b).
As a team, we have worked to add new functions to our cured components, making them into multifunctional composites with smart features. Based on an electrical sensing method, we can use this layer to monitor the deformation of composites, as well as detect damage and failure of components upon loading. With proven heating capability from the curing stage, the components can be used to perform environmentally friendly de-icing without the use of any organic solvents, reaching room temperature from sub-zero environments within two minutes. When combined with thermochromic paints, colour-changing effects can also be introduced by simply applying voltage to heat up the surface, for potential applications including camouflage.
With out-of-oven production, there is the potential to move the production stage from the factory to onsite, reducing the environmental impact and emissions from transporting large components like wind turbine blades, or opening up the possibility of onsite repair. The wrapping layer can also be tailored to fit the complex shapes of components, reducing joining and assembly steps for final products.
Eliminating the oven means you also successfully overcome the limitations in size and remove heavy capital investment. All without changing the internal structure of the component, meaning this intrinsically safe and energy efficient method is also fully compatible with current industries.
Considering the ever-increasing need for structural FRP components and the drive to mitigate climate change, new means of manufacturing composite parts are required and will continue to be of great interest.